
Is polyamide-imide (PAI) a thermoplastic or a thermoset? Technically, it’s a thermoplastic. But once cured, it behaves like a thermoset. That’s part of what makes Duratron™ PAI a unique and powerful plastic. Let’s break it down.
The Chemistry Behind the Cure
Duratron™ PAI starts as an amorphous thermoplastic with a glass transition temperature (Tg) above 500°F. To reach its full performance, it goes through a multi-step thermal cure. That cure builds molecular weight and finalizes the imide structure.
Top challenges:
- Narrow processing window with temperatures exceeding 600°F
- Melt viscosity is extremely sensitive to heat and shear
- Moisture must be strictly controlled to avoid hydrolysis
- Cure cycle runs up to three weeks, peaking at 500°F
During the cure, water vapor is released as a byproduct. If that water isn’t removed before the PAI reaches Tg, it can cause visible defects as well as brittleness and lower properties. Mitsubishi Chemical Group (MCG) controls that balance closely throughout the multi-step cure cycle—building properties while avoiding thermal shock, minimizing voids and performance loss.
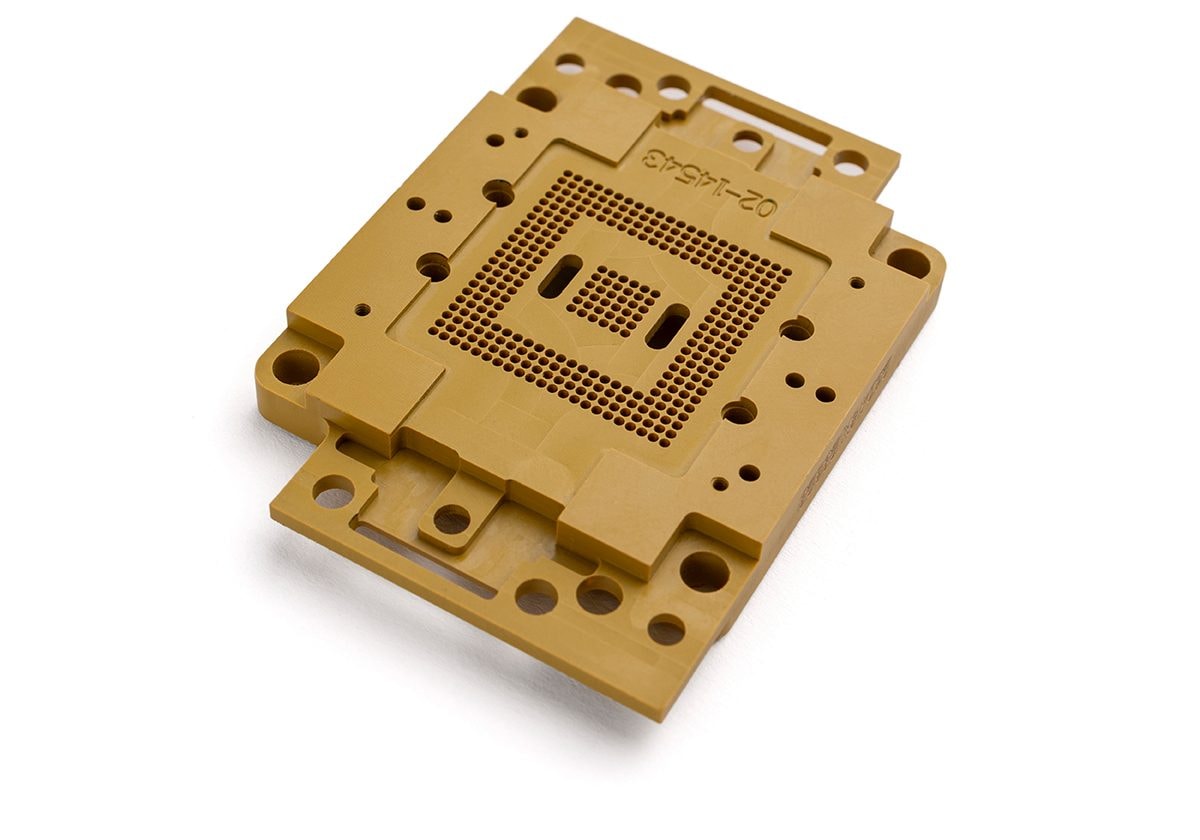
What’s the Deal with the Dark Surface?
You may notice that the cured surface on Duratron™ 4203 shapes appear darker. That’s not a defect—it’s part of the process. This outer layer is fully cured material that extends about 0.030″ deep. It’s tougher, more wear-resistant, and more chemically durable than the inner core. It is less visible on darker grades like Duratron™ 4301 and 7130.
Here’s what to know:
- The skin can be left on, machined off, or partially machined away based on dimensional requirements or customer preference
- If more than 0.060″ is removed and wear or chemical resistance matters, a recure is recommended
- The new outer surface will again darken but not to the extent as the original
- Recure takes about 10 days and requires pre-machining prep steps
For advice on recuring or machining, reach out to our team. We’ll walk you through it.
Watch for this One Limitation
Duratron™ PAI solves tough design problems when engineers and designers need plastics that behave more like metals, especially at elevated temperatures. However, it does have one key limitation: moisture absorption.
As a hygroscopic polymer, PAI can take on moisture in humid or wet environments. If a moisture-saturated part is suddenly exposed to very high heat, it may suffer thermal shock—blisters, cracks, or voids resulting from steam.
To reduce risk, we recommend a safe, maximum service temperature of 425°F, even though the material’s Tg is above 520°F and its Continuous Use Temperature (CUT) is 480°F.
Thermal shock is rare but serious. Our team is equipped to help evaluate part geometry, drying steps, and service conditions to avoid it.
 |
We’re here to help.Have questions about processing, machining, or recuring Duratron™ PAI? |
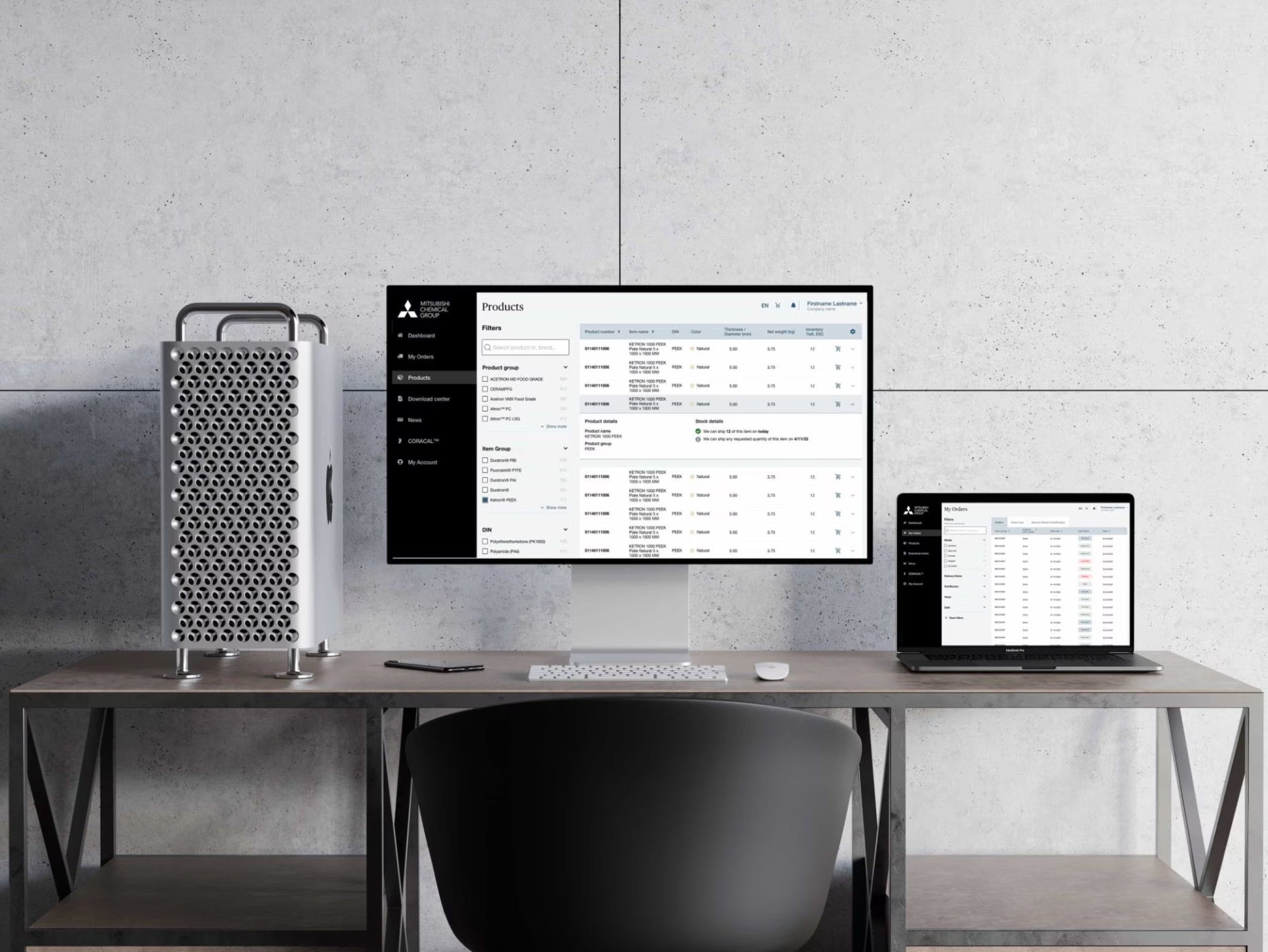
Simplify Your Workflow with MCAM Connect
Easily manage orders, access critical data, and get tailored support — all from one powerful platform.